Лаборатория промышленной робототехники
Лаборатория промышленной робототехники ориентирована на проведение обучения и выполнение научно-исследовательских, инжиниринговых и технологических работ в области промышленной робототехники. Для этого лаборатория оснащена промышленным оборудованием от крупнейших мировых производителей. Особенностью оборудования лаборатории является применение полностью промышленных роботов и всего сопутствующего оборудования без имитаторов или макетов, что позволяет реализовывать и отрабатывать реальные технологические и производственные процессы. Такая концепция построения лаборатории позволяет, помимо образовательных и научно-исследовательских задач, осуществлять отработку технологических режимов выполнения различных операций под конкретную задачу, а также организовывать производство опытных партий различной продукции.
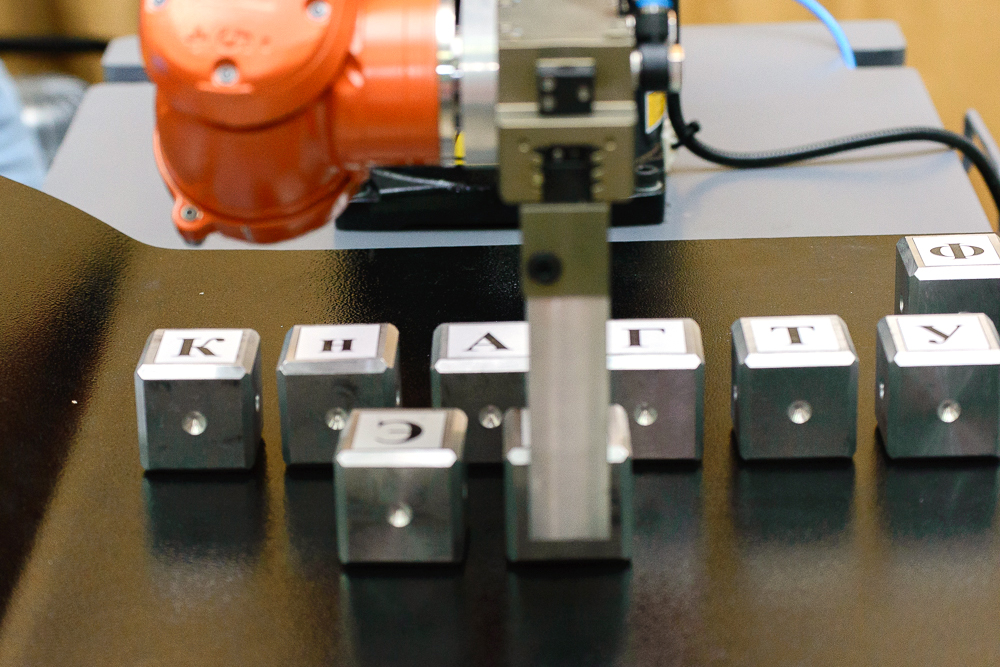
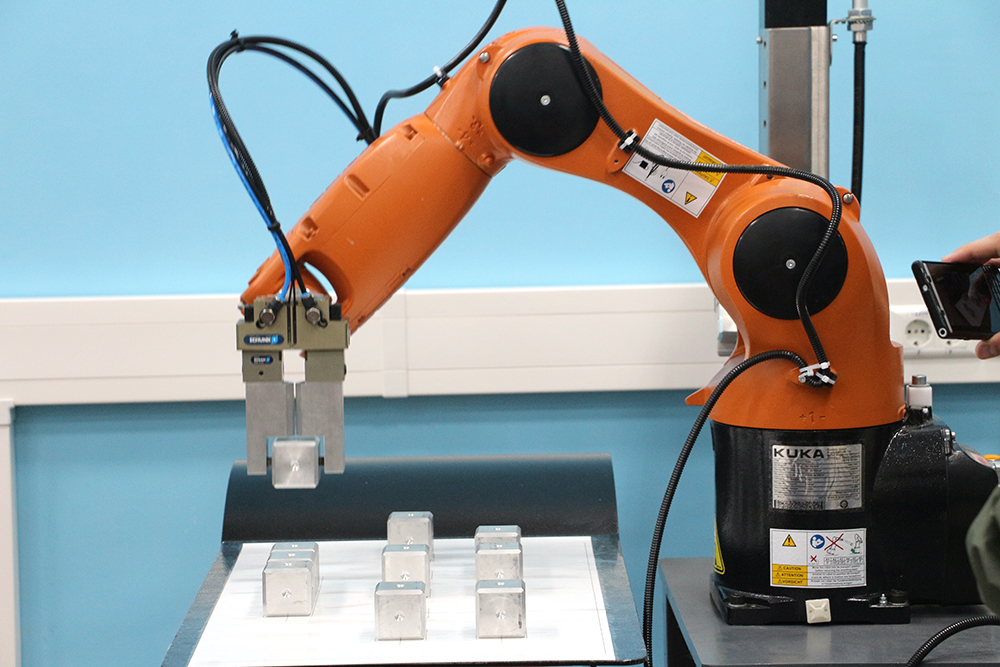
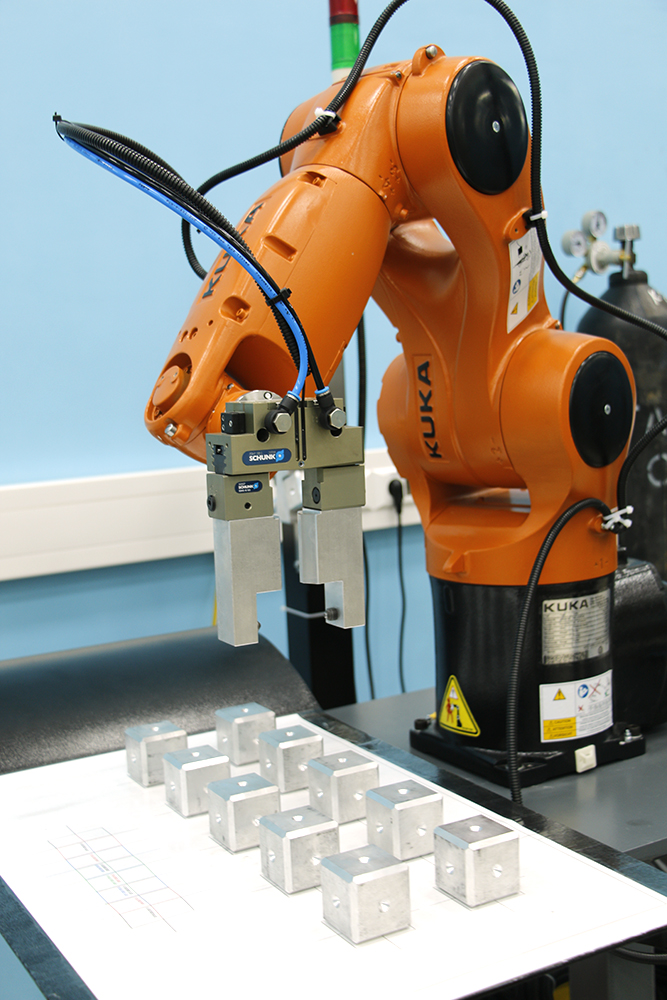
1. Универсальные роботизированные учебные ячейки
Ячейки построены на базе промышленных роботов-манипуляторов KUKA KR6 R700 sixx (Германия).
Технические характеристики роботов:
- количество осей 6;
- номинальная грузоподъёмность 6 кг;
- радиус досягаемости 700 мм;
- повторяемость перемещения ± 0,03 мм.
Такая грузоподъёмность позволяет обеспечить безопасность на начальных стадиях обучения и в то же время достаточна для решения прикладных задач. Системы управления и программирования различных моделей промышленных роботов от KUKA идентичны, что позволяет использовать полученные на данных учебных ячейках навыки на других, более тяжёлых роботах.
Помимо задач обучения, ячейки позволяют осуществлять апробацию интеграционных решений при разработке роботизированных технологических комплексов.
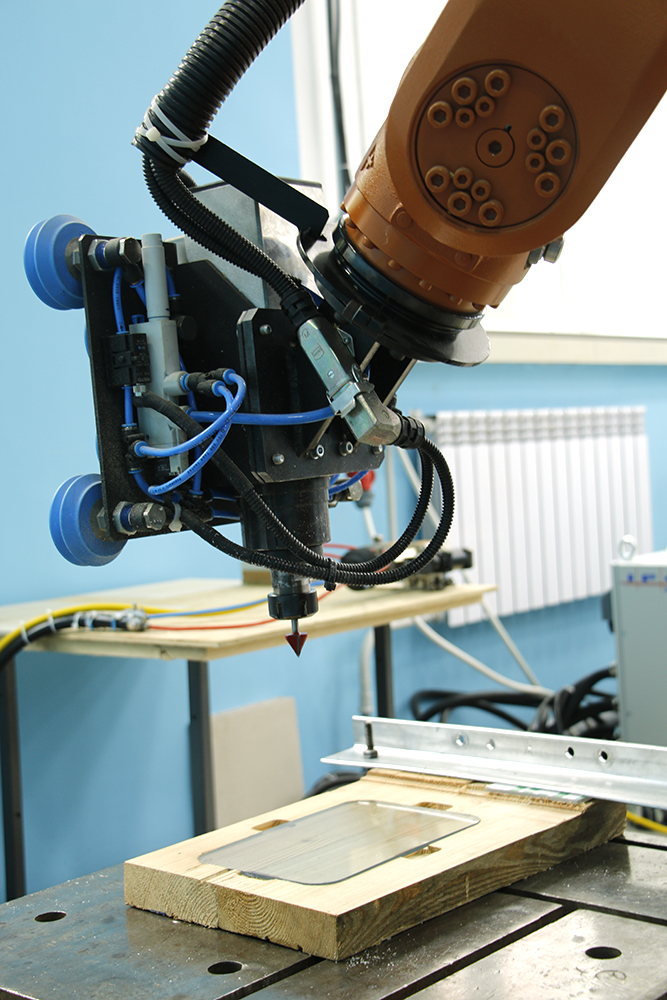
2. Роботизированная ячейка механической обработки
Робототехнический комплекс, предназначенный для выполнения операций механической обработки материалов (дерево, МДФ, различные виды пластика, алюминиевые сплавы) на основе робота KUKA KR60-3.
Технические характеристики:
- количество осей робота 6;
- грузоподъёмность робота 60 кг на фланце + 35 кг дополнительной нагрузки;
- радиус досягаемости робота 2000 мм;
- повторяемость перемещения ± 0,06 мм;
- мощность шпинделя 2 кВт;
- совмещённый шпиндельный узел с вакуумным захватом грузоподъёмностью 30 кг.
Комплекс позволяет с применением одного робота реализовывать различные операции механической обработки заготовок (фрезерование, сверление, контурная обрезка, раскрой и т.д.) и возможность перемещения грузов. В состав комплекса входит специализированное программное обеспечение (CAD/CAM-система) для подготовки программ обработки по трёхмерной модели требуемой детали. Особенности кинематики робота (шесть осей, расположенных последовательно от основания к фланцу) обеспечивают гораздо более широкие возможности по изготовлению трёхмерных объектов сложных форм и конфигураций, чем классические станки с числовым программным управлением (ЧПУ).
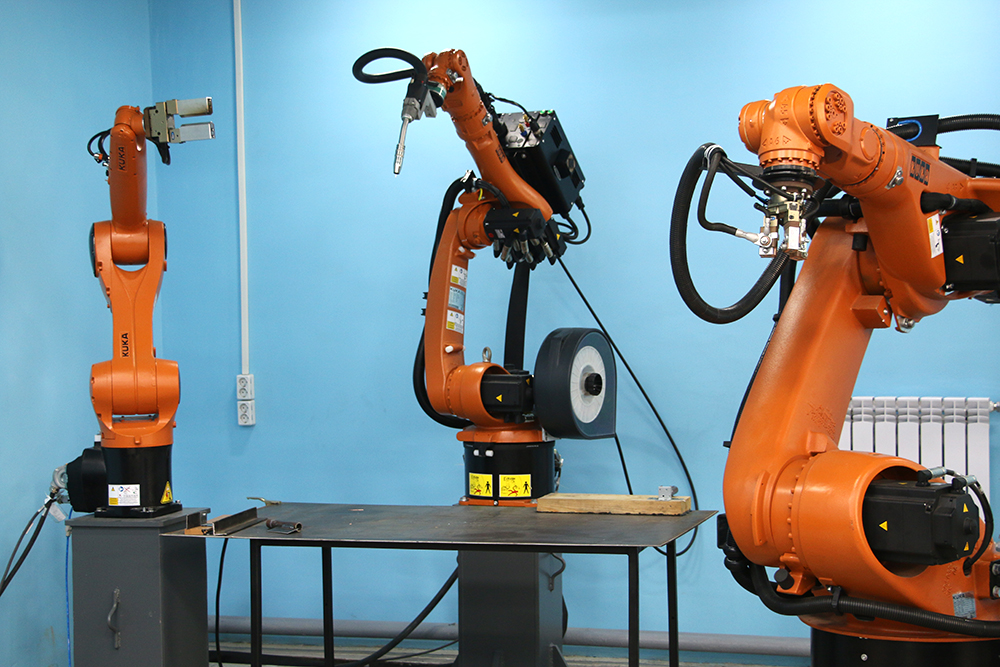
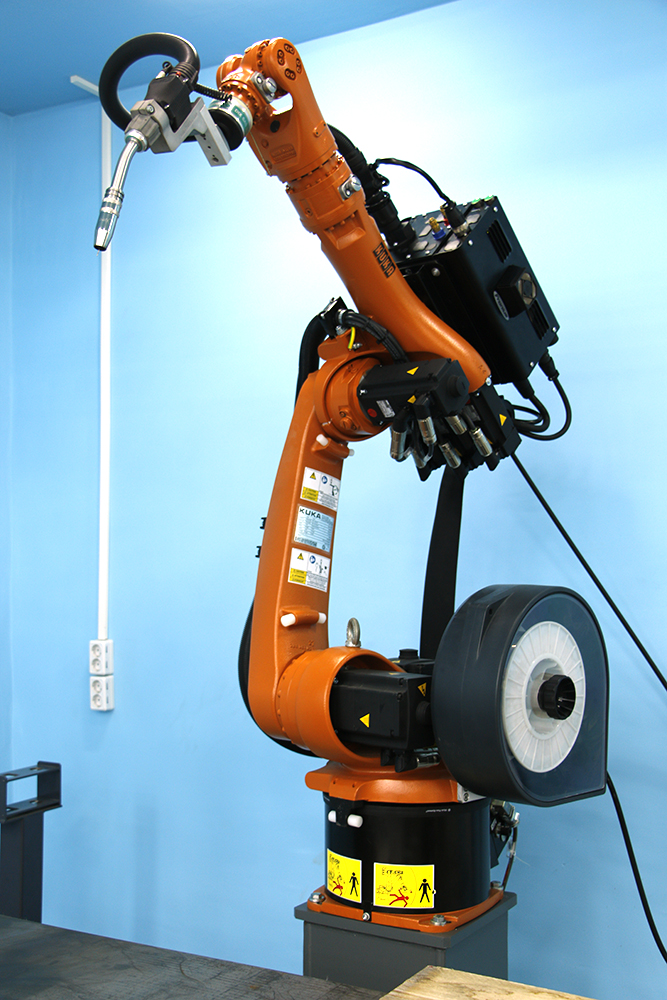
3. Универсальная роботизированная сборочно-сварочная ячейка
Представляет собой робототехнический комплекс из трёх взаимосвязанных роботов, реализующий роботизированную сборку и сварку металлических конструкций. Ячейка построена на базе следующих роботов: KUKA KR 5 Arc, KUKA KR10 R1100 sixx, KUKA KR60-3.
Технические характеристики комплекса:
Характеристики робота KUKA KR 5 Arc:
- количество осей робота 6;
- грузоподъёмность робота 5 кг на фланце + 12 кг дополнительной нагрузки;
- радиус досягаемости робота 1530 мм;
- повторяемость перемещения ± 0,04 мм;
- специализированное исполнение для задач сварки.
Характеристики робота KUKA KR10 R1100 sixx:
- количество осей робота 6;
- грузоподъёмность робота 10 кг;
- радиус досягаемости робота 1100 мм;
- повторяемость перемещения ± 0,03 мм.
Характеристики робота KUKA KR60-3:
- количество осей робота 6;
- грузоподъёмность робота 60 кг на фланце + 35 кг дополнительной нагрузки;
- радиус досягаемости робота 2000 мм;
- повторяемость перемещения ± 0,06 мм.
Характеристики сварочного аппарата:
- модель Fronius TransPulse Synergic 4000;
- типы сварки: MIG/MAG;
- диапазон сварочного тока: 3…400 А;
- сварочные проволоки: 0,8 мм, 1,0 мм, 1,2 мм, 1,6 мм;
- скорость подачи сварочной проволоки: 0,5…30 м/мин.
В рамках комплекса осуществляется взаимодействие по следующей схеме: два из трёх роботов (KR10 и KR60) производят захват, позиционирование и перемещение фрагментов свариваемой конструкции. Третий робот осуществляет сварку фрагментов с применением роботизированного сварочного источника.
Комплекс реализует MIG/MAG сварку в среде защитных газов и рассчитан на сварку сталей, включая нержавеющие, и алюминиевых сплавов.
При обучении на данном комплексе слушатели приобретают навыки организации взаимосвязей нескольких совместно работающих роботов, учатся интегрировать технологическое оборудование сторонних производителей в робототехнический комплекс, управлять внешним оборудованием с помощью специализированных программных пакетов.
Программное обеспечение комплекса позволяет изучать принципы ручной и автоматической настройки параметров процесса сварки, программировать траектории перемещения элементов свариваемой заготовки и сварочные траектории вручную с пульта оператора и через CAD-систему на компьютере.
Применение настоящего технологического оборудования позволяет осуществлять отработку сварочных технологий для последующего внедрения в разрабатываемые технологические комплексы и осуществлять мелкосерийное сборочно-сварочное производство сложных конструкций.