Комсомольский-на-Амуре государственный университет
Komsomolsk-na-Amure state university
31 июл, Пятница
неделя по знаменателю
Лаборатория теории сварочных процессов и сварки плавлением
| Код реализуемого направления | Оборудование | Технические характеристики | Назначение | ||||||
| 15.03.01
15.04.01
|
Автомат АДФ - 1250
|
Напряжение питающей сети, В - 42
Номинальный сварочный ток, при ПВ=100% А - 800
Диаметр сплошной электродной проволоки, мм 2-5
Скорость подачи электродной проволоки, м/ч - 20- 135
Скорость сварка, м/ч -15-90
Ёмкость кассеты для проволоки, кг - 30
Ёмкость бункера для флюса, дм3 - 10
Габаритные размеры, мм - 1320 х 630 х 980
Масса, кг - 145
|
Предназначен для сварки и наплавки изделий из малоуглеродистых сталей под флюсом. Трактор представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение и защита дуги происходит автоматически по определенной программе. Трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, а так же нахлесточных швов.
Используется при проведение лабораторных работ по курсам "Проектирование и производство сварных конструкций","Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники».
|
||||||
|
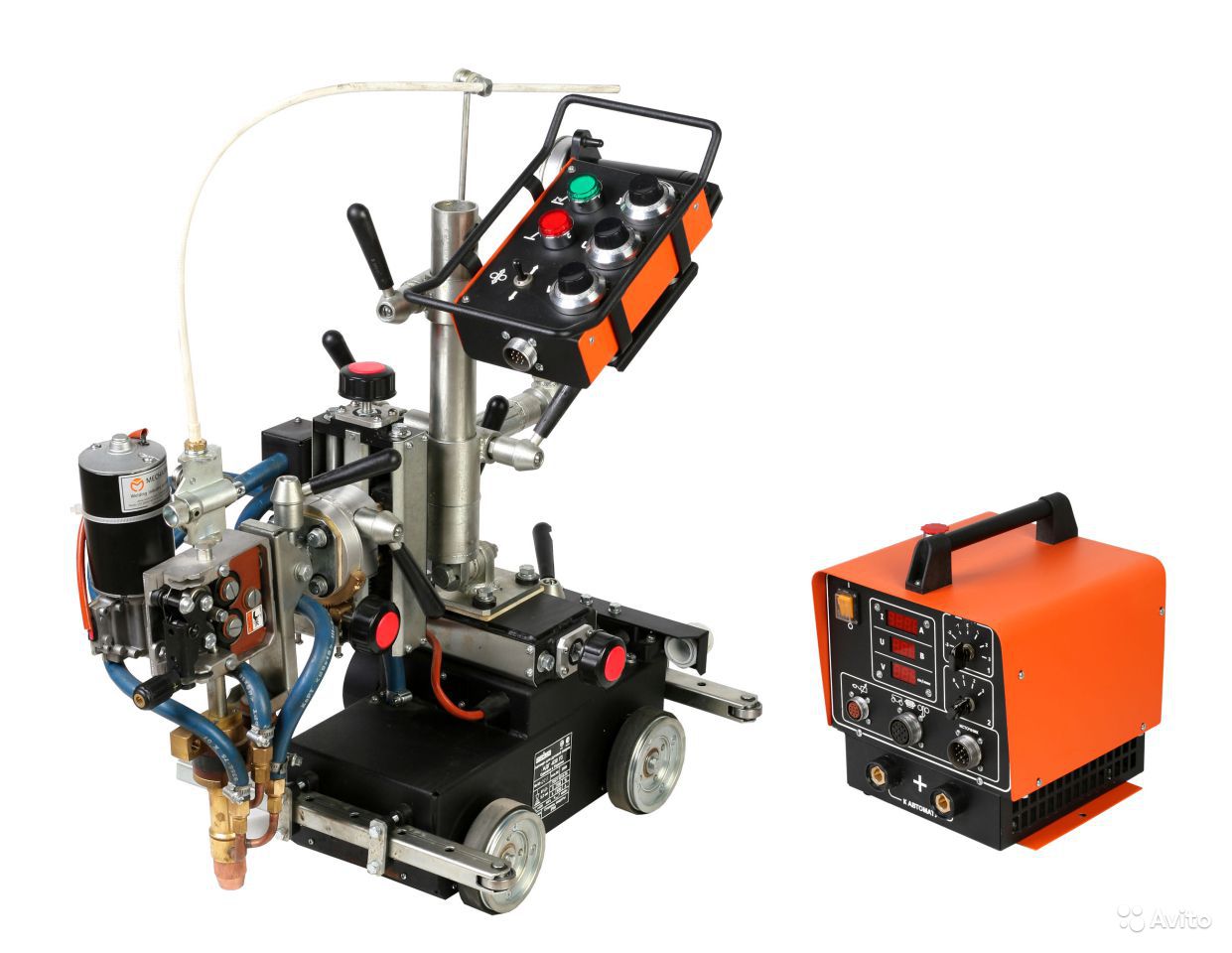
Автомат АДГ - 630 УХЛ4 |
Напряжение питающей сети, при частоте - 50 Гц В - 3х380
Номинальный сварочный ток, при ПВ=60% А - 630
Диаметр электродной проволоки стальная мм - 1,6 - 2,4 Пределы регулирования скорости подачи электродной проволоки м\ч - 120 - 720 Пределы регулирования скорости сварки м\ч - 12 - 120 Угол поворота сварочной головки относительно вертикальной оси град. ±90 град. Угол поворота сварочной головки вокруг горизонтальной оси град ±45 Вместимость кассеты для сварочной проволоки кг -15 Масса трактора, без проволоки,кг - 32 Габаритные размеры ), мм - 680/385/630 |
Предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой в среде защитных газов изделий из малоуглеродистых и низко-легированных сталей на постоянном токе. Используется при сварке стыковых соединений (с разделкой и без разделки кромок), нахлесточных и угловых соединений, внутри и вне колеи автомата, а так же при сварке угловых соединений «в лодочку». Используется при проведение лабораторных работ по курсам "Проектирование и производство сварных конструкций", "Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники». |
|||||||
|
Передвижной механический фильтровентиляционный агрегат ФМАС-1000 .jpg) |
Расход воздуха, м³/час -1000
Площадь фильтрующей поверхности, м² -19,5
Кол-во фильтрующих элементов -1
Радиус обслуживания,м -3,2
Потребляемая мощность, кВт 1,5
Габаритные размеры (без прием. устр)- 1400/1060/810
Масса, кг -112
|
Предназначены для очистки воздуха от сварочных аэрозолей и сухой неслипающейся невзрывоопасной пыли. | |||||||
Источник питания ВДУ - 1250 |
Напряжение питающей сети, В - 3х380
Частота питающей сети, Гц - 50
Номинальный сварочный ток, А - 1250
Номинальное рабочее напряжение, В - 44
Номинальный режим работы (ПВ) при цикле 10 мин., % - 100
Наименьший сварочный ток, А - 250
Наибольший сварочный ток, А - 1250
Пределы регулирования рабочего напряжения, В - 24-44
Напряжение холостого хода, В, не более - 55
Плавное Крутизна наклона внешних характеристик, В/А, не более: - для сварки под слоем флюса - для наплавки под слоем флюса - 0,0008-0,0015 0,006-0,015
Коэффициент полезного действия, не менее, % - 83
Потребляемая мощность, при номинальном токе, кВА, не более - 75
|
Используется при проведение лабораторных работ по курсам"Проектирование и производство сварных конструкций", "Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники». | |||||||
Источник питания ВС - 600С |
Напряжение питания - 3х380 В Номинальная частота сети - 50 Гц Номинальный сварочный ток - 630 А Диапазон регулирования сварочного тока - 100-630 А Продолжительность нагрузки - 100 % Номинальное рабочее напряжение - 45 В Напряжение холостого хода - 65 В Способ регулирования сварочного тока ступенчатый Потребляемая мощность - 47 кВА Количество постов - 1 Габаритные размеры - 845/605/765 мм Масса - 280 кг |
Используется при проведение лабораторных работ по курсам "Проектирование и производство сварных конструкций", "Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники». | |||||||
|
Реостат балластный РБ - 302 сэ |
Пределы регулирования сварочного ток,А - 6-315
Разность между токами соседних ступеней регулирования, А, не более - 6
Номинальная продолжительность нагрузки (ПН), % - 60
Габаритные размеры, - 605/370/500
Масса, кг, не более - 15
|
Используется при проведение лабораторных работ по курсам "Проектирование и производство сварных конструкций", "Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники». | |||||||
|
Дефектоскоп ультразвуковой EROCH LTC
|
Соответствие стандарту EN12668-1;
Вес: 0,96 кг с литий-ионным аккумулятором;
Клавиатура: английская, международная, японская или китайская;
Разъемы для преобразователей: LEMO 00;
Аккумулятор: литий-ионный. Держатель для щелочных батарей АА.
Габариты: 223,3 /128,9 / 55,1 мм.
|
Предназначена для обнаружения и оценки параметров дефектов типа нарушения сплошности и однородности в большинстве конструкционных материалов (металлы, пластики, композиты и т.д.), для поиска дефектов в сварных и паяных швах, при контроле качества точечной сварки и др.Используется при проведение лабораторных работ по курсам "Контроль качества сварки" и "Проектирование и производство сварных конструкций". | |||||||
Весы COMERON KFS - 222 |
Максимальный вес, кг -5
Деление шкалы, г -1
|
Используется при проведение лабораторных работ по курсам , "Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", | |||||||

.jpg)
