Комсомольский-на-Амуре государственный университет
Komsomolsk-na-Amure state university
16 июл, Четверг
неделя по знаменателю
Комплексная лаборатория литейных и сварочных процессов
| Код реализуемого направления | Оборудование | Технические характеристики | Назначение |
|
15.03.01 15.04.01
|
Индукционная установка плавильная
ИТП 4 -10
|
Емкость печи, кг (по стали) - 40;
Мощность преобразователя частоты, кВт - 40;
Частота, кГц - 44;
Время плавки, час - 0,5;
Расход воды, м3/ч - 1;
Габариты преобразователя и печи, мм
- 700/600/1353 и 600/600/500.
|
Предназначена для индукционной плавки металлов и сплавов в набивном или графитовом тигле, а также для плавки диэлектриков в тиглях из электропроводящих материалов. |
| Стационарный компрессор Remeza
СБ4/Ф-500.LB75 TБ
 |
Соединение байонет ;
Мощность - 11 кВт;
Напряжение 380 В
Объем ресивера - 500 л;
Производительность - 1760 л/мин;
Рабочее давление - 10 бар;
Количество ступеней сжатия - 1;
Габариты - 200/610/1250 мм;
Вес - 340 кг;
Количество цилиндров - 3.
|
Особенности компрессора :
|
|
|
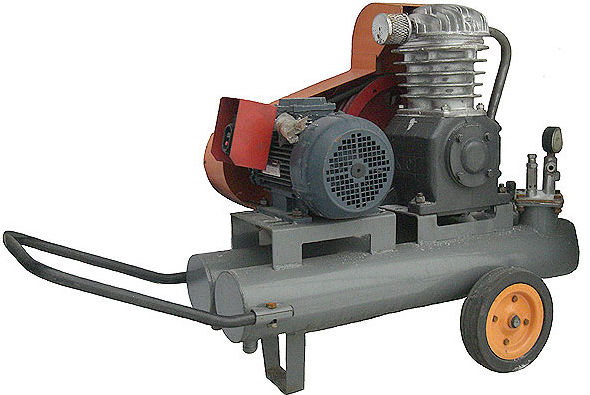
Компрессор СО-7Б
|
Производительность 33 м3/ч; Максимальное давление сжатого воздуха 0,7 МПа; Ресивер 22 л; Габаритные размеры 1200/580/1000 мм; Масса 135 кг; Мощность электродвигателя 4,0 кВт; Обороты электродвигателя 2800 об/мин; Напряжение 380 В. |
Предназначен для обеспечения сжатым воздухом пневмосистем и пневмоинструмента, для которых необходимо давление до 0,7 МПа. и расход воздуха до 33 м3/час (520 л/мин). и более. | |
|
Универсально-сборочное приспособление для сварки СРПС-16
|
Комплект СРПС-16 состоит из следующих элементов: базовых (плит, угольников, планшайб и др.); корпусных и опорных (призм, угольников, подкладок и др.); установочных (шпонок, пальцев, валиков, втулок, центров и др.); направляющих (втулок, планок, колонок и др.); прижимных (прихватов и прижимов различных типов); крепежных (винтов, болтов, гаек); узлов (самоустанавливающихся опор, пневмоцилиндров, поворотных головок и др.); вспомогательных (рукояток, пружин и др.). |
СРПС-16 применяются как при сварке и сборке изделий.
Используется при проведение лабораторных работ по курсам "Проектирование и производство сварных конструкций","Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники».
|
|
|
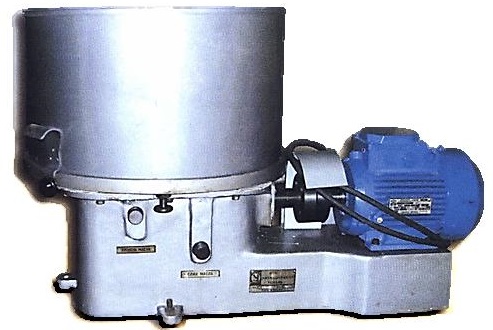
Смеситель литейный чашечный лабораторный (2 шт.)
|
Объем замеса в одной чаше, м3: - 0,005;
Частота вращения вала, с (об/мин) - 0,53-0,083 (32+ -5);
Внутренний диаметр чаши, мм - 470;
Мощность электродвигателя, кВ - 1,1;
Напряжение, В - 380;
Частота тока, Гц - 50;
Количество электродвигателей - 1;
Габариты смесителя, мм - 840/600/565.
|
Смеситель предназначен для приготовления опытных контрольных составов из формовочных и стержневых смесей с пылевидными, жидкими и вязкими добавками. | |
|
Сушильный шкаф
СНОЛ-И2 (2 шт.)
|
Номинальная мощность не более, кВт - 2;
Напряжение питающей сети, В - 220;
Номинальная частота, Гц - 50;
Номинальная температура в рабочем пространстве, °С - 350;
Габаритные размеры, ( ширина ,высота ,длина) мм - 350/350/350;
Масса, кг - 40.
|
Сушильный шкаф предназначен для сушки в воздушной среде различных изделий и материалов, в том числе сварочных электродов и флюсов, а также аналитических работ , где требуется температура до 350°C и объем рабочей камеры 40-60 дм3
|
|
|
Выпрямитель сварочный
ВДУ -1201
 |
Напряжение питающей сети, В - 3х380;
Частота питающей сети, Гц -50;
Номинальный сварочный ток, А (ПН, %) - 1250;
Количество работающих постов, не более, шт. - 8;
Габаритные размеры, мм - 1050/620/800.
|
Многопостовой сварочный выпрямитель ВДМ-1601 предназначен для комплектации постов ручной дуговой сварки покрытыми электродами изделий из сталей на постоянном токе. Выпрямитель применяется в комплекте с балластными реостатами типа РБ. Регулирование сварочного тока производится для каждого поста сварки независимо с помощью балластного реостата. | |
|
Трансформатор сварочный ТДМ-501
|
Номинальный сварочный ток, А - 500;
Номинальное напряжение питания (линейное), В - 380;
Номинальная частота, Гц - 50;
Габаритные размеры , мм - 560/590/860.
Масса, кг - 140.
|
Предназначены для использования в качестве источника питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов переменным током. | |
|
Выпрямитель сварочный ВДГ-303
|
Напряжение питающей сети, В 3 - 380;
Частота питающей сети, Гц - 50;
Номинальный сварочный ток, А ( при ПВ,%) - 315 (60%);
Пределы регулирования сварочного тока, А -50-325;
Пределы регулирования сварочного напряжения, В -16 - 40; Габаритные размеры, мм - 835/410/855;
Масса, кг, не более 165.
|
Выпрямитель предназначен для полуавтоматической сварки плавящейся электродной проволокой в среде защитных газов на постоянном токе. | |
| Реостат балластный
РБ - 302 сэ
 |
Пределы регулирования сварочного ток,А - 6-315
Разность между токами соседних ступеней регулирования, А, не более - 6
Номинальная продолжительность нагрузки (ПН), % - 60
Габаритные размеры, - 605/370/500
Масса, кг, не более - 15
|
Используется при проведение лабораторных работ по курсам "Проектирование и производство сварных конструкций", "Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники». | |
|
|
|||
|
Сварочный аппарат
Дуга-318 МА
|
Сварочный ток, А - 50 - 300;
Диаметр электрода, мм - 2 -6;
Напряжение, В - 220;
Мощность макс, кВА - 8,3;
Вес, кг - 44.
|
Предназначен для ручной дуговой сварки, резки и наплавки малоуглеродистых, низколегированных и коррозионно-стойких сталей штучными покрытыми электродами. Используется при проведение лабораторных работ по курсам "Проектирование и производство сварных конструкций", "Технологические основы сварки плавления", "Теория сварочных процессов", "Контроль качества сварки", «Производство сварных конструкций», «Методы обучение в вузе, история техники». | |
|
Сварочный автомат АДФ - 1201
 |
Напряжение питания, В - 380;
Номинальный сварочный ток, А - 1000;
Номинальное рабочее напряжение ,В - 56;
Диаметр электродной проволоки, мм - 3,0-5,0;
Скорость подачи электродной проволоки, м/ч - 60-360;
Габаритные размеры, мм - 715/345/540;
Масса автомата, кг - 45.
|
Предназначен для автоматической сварки под слоем флюса соединений встык с разделкой и без разделки кромок, для сварки угловых швов вертикальным и наклонным электродом, а также нахлесточных швов. Швы могут быть прямолинейными и кольцевыми. |